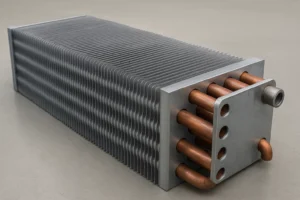
Heat Exchanger
When assessing thermal operation outfit, the terms “industrial heat exchanger” and “marketable system” are frequently used interchangeably, yet they represent unnaturally different orders of outfit designed for distinct operations, operating surroundings, and performance conditions. Understanding these differences becomes critical when specifying outfit, as opting for marketable-grade systems for artificial operations can affect in unseasonable failure, shy performance, and expensive functional dislocations, whileover-specifying artificial outfit for marketable operations wastes capital on gratuitous capabilities. The distinctions between artificial and marketable heat exchangers extend far further simple size differences they encompass design gospel, construction norms, accoutrements selection, performance prospects, operating conditions, conservation conditions, nonsupervisory compliance, and total lifecycle considerations that unnaturally shape outfit capabilities and felicity. Artificial heat exchangers are finagled for nonstop operation under demanding conditions in process diligence, manufacturing installations, and heavy- duty operations, while marketable systems serve erecting HVAC, light- duty process conditions, and operations where uptime criticality, operating inflexibility, and performance demands are significantly lower. This comprehensive examination of the crucial differences helps masterminds, installation directors, and procurement professionals make informed outfit selections that duly match capabilities to conditions rather than opting grounded solely on cost or superficial specifications.
![]()
Design Norms and Construction Canons
maybe the most abecedarian distinction between artificial and marketable heat exchangers lies in the design norms and construction canons governing their manufacture. Artificial heat exchangers generally must misbehave with ASME Section VIII( pressure vessels), TEMA( Tubular Exchanger Manufacturers Association) norms, or other rigorous artificial canons specifying accoutrements , design computations, fabrication styles, examination conditions, and testing protocols. These norms dictate substantial safety factors, proved stress analysis, specific welding procedures and qualifications,non-destructive examination of critical welds, and hydrostatic pressure testing at multiples of working pressure. marketable systems generally follow less strict norms like AHRI( Air- exertion, Heating, and Refrigeration Institute) or simply manufacturer-specific quality systems without the expansive engineering attestation and third- party examination conditions of artificial canons. The ASME stamp on artificial heat exchangers represents instrument that outfit was designed, fabricated, and audited according to rigorous norms with full attestation traceable throughout the manufacturing process. This construction rigor provides the trustability and safety perimeters essential for artificial operations but comes at substantial cost decorations compared to marketable outfit erected to less demanding norms.
Operating Conditions and Duty inflexibility
Artificial heat exchangers are designed for significantly more severe operating conditions than marketable systems across multiple parameters. Temperature ranges for artificial outfit generally extend from cryogenic conditions below-100 °F to high- temperature operations exceeding 1000 °F, while marketable systems generally operate within the moderate range of-40 °F to 250 °F. Pressure capabilities differ dramatically — artificial heat exchangers routinely handle hundreds or indeed thousands of PSI, whereas marketable outfit infrequently exceeds 150- 300 PSI and frequently operates well below these situations. Fluid characteristics present another distinction artificial operations constantly involve sharp chemicals, abrasive slurries, poisonous substances, ignitable accoutrements , or fouling-prone process aqueducts taking technical accoutrements and designs, while marketable systems handle primarily water, glycol results, refrigerants, or air that are fairly benign. Duty cycles separate artificial from marketable — artificial heat exchangers frequently run continuously 24/7/365 with minimum time-out, whereas marketable HVAC systems operate intermittently with substantial off- ages and seasonal variations. The accretive impact of these harsher operating conditions means artificial outfit requires further robust construction, superior accoutrements , and design perimeters that marketable systems simply do not need.
Accoutrements Selection and Erosion Resistance
Material choices represent another significant differentiator driven by the fluids and surroundings artificial versus marketable systems encounter. marketable heat exchangers generally use bobby tubes with aluminum fins for air- side operations, or bobby/brass for water- to- water heat transfer — provident accoutrements acceptable fornon-corrosive fluids in controlled surroundings. Artificial heat exchangers employ far broader material palettes matched to specific operations 304 or 316 pristine sword for moderate erosion resistance, advanced- grade pristine blends( 317, 904L, duplex) for more aggressive surroundings, nickel blends( Monel, Inconel, Hastelloy) for extremely sharp services, titanium for seawater or chloride surroundings, and specialty accoutrements for niche operations. Tube consistence in artificial outfit frequently exceeds marketable needles, furnishing erosion allowance that extends service life indeed as material gradationally degrades. The capability to specify different accoutrements for tube- side versus shell- side in artificial heat exchangers allows optimization for each fluid’s specific erosion characteristics, while marketable systems generally use invariant accoutrements throughout. This accoutrements inflexibility in artificial outfit ensures long- term trustability in aggressive surroundings where marketable systems would fail fleetly.
Performance Precision and Control Conditions
Artificial operations frequently demand thermal performance perfection and control capabilities beyond marketable system capabilities. Process diligence bear heat exchangers maintaining outlet temperatures within tight forbearance — occasionally ± 1- 2 °F — to insure product quality, response control, or process stability. Artificial heat exchangers are designed with performance perimeters, proper instrumentation vittles, and thermal characteristics supporting precise control, while marketable systems with broader forbearance serve for comfort heating/ cooling where several degrees variation proves respectable. Turndown capability the capability to operate effectively at reduced capacities — matters more in artificial operations with variable process rates than in marketable HVAC with simpler on/ off or offered operation. Fouling factors and cleanability admit lesser attention in artificial designs because fouling directly impacts product quality and process effectiveness, whereas marketable system fouling primarily affects energy consumption without product counteraccusations . Artificial heat exchangers frequently incorporate features easing performance monitoring — pressure drop measures, temperature instrumentation points, examination anchorages — that marketable systems may forget as gratuitous complexity.
Conservation Availability and Utility
The approach to conservation and utility differs mainly between artificial and marketable heat exchangers grounded on their operating surroundings and uptime criticality. Artificial heat exchangers generally feature removable tube packets, accessible tube wastes, and vittles for mechanical or chemical cleaning because fouling operation directly impacts process performance and product effectiveness. numerous artificial designs anticipate regular conservation with features like lifting lugs, alignment attendants, and attestation supporting disassembly and reassembly. marketable systems, particularly air- side coils, frequently have limited utility — fins and tubes can not be mechanically gutted internally, chemical cleaning may be the only option, and units may be designed for relief rather than expansive form. The anticipation in artificial installations is that heat exchangers will be maintained, gutted, and repaired to achieve 15- 30 time service lives, while marketable outfit frequently has shorter anticipated dates with relief rather than major repairs being more provident. Artificial conservation availability reflects the reality that unplanned time-out in process diligence costs far further than in marketable structures, justifying outfit designs easing rapid-fire conservation.

Regulatory Compliance and Documentation
Industrial heat exchangers face mainly more expansive nonsupervisory conditions and attestation demands than marketable systems. Process diligence must misbehave with OSHA Process Safety Management, EPA regulations, original canons, and assiduity-specific norms taking expansive outfit attestation, conservation records, and periodic examinations. Artificial heat exchangers come with comprehensive data books including design computations, material instruments, welding procedures, examination reports, and pressure vessel enrollments that marketable outfit does not bear. numerous artificial authorities bear periodic examination and testing of pressure vessels by authorized inspectors with proved results. The attestation supporting artificial heat exchangers enables proper conservation, facilitates nonsupervisory compliance, and provides liability protection that marketable outfit attestation does not approach. This nonsupervisory burden adds costs but provides assurance that outfit meets safety norms essential for artificial surroundings.
Opting Appropriate Equipment for Your Operation
Matching outfit to operation conditions neither under- specifying with shy marketable outfit norover-specifying with gratuitous artificial capabilities, requires careful evaluation of operating conditions, performance requirements, trustability prospects, and lifecycle economics. For true artificial process operations with demanding conditions, nonstop operation, or high consequences of failure, artificial- grade heat transfer products tailored to applicable norms prove essential despite advanced costs. For light- duty process operations, erecting HVAC, or operations with less severe conditions and lower trustability demands, a marketable outfit provides acceptable performance at lower investment. Kinetic Engineering specializes in both artificial and marketable thermal results, helping guests duly match outfit capabilities to factual conditions rather than defaulting to either order. Their engineering platoon can estimate your specific conditions, recommend applicable outfit grades, and give results duly finagled for your operation whether that requires full artificial construction or further provident marketable druthers.
Conclusion
The differences between artificial heat exchangers and marketable systems extend far beyond size and cost — they reflect unnaturally different design doctrines, construction norms, operating capabilities, and intended operations. Artificial outfit’s superior construction, expansive accoutrements options, rigorous law compliance, and design for severe nonstop duty justify substantial cost decorations for operations where these capabilities are necessary, while marketable systems give acceptable performance at lower costs for less demanding operations. The key to proper outfit selection is honest assessment of factual operating conditions, performance conditions, trustability prospects, and lifecycle considerations rather than assuming artificial outfit is always better or that marketable druthers always give acceptable value. Understanding these distinctions enables informed specifications that duly match outfit capabilities to operation demands, delivering dependable performance and optimal lifecycle value whether that requires artificial- grade construction or further provident marketable druthers.